What Is Cycles of Concentration in a Cooling Tower?
When water evaporates from your cooling tower, it leaves behind everything it was carrying: minerals, dissolved solids, salts. The water that stays in the system gets progressively more concentrated with each evaporation cycle.
The CoC formula is simple: Tower Water Conductivity ÷ Makeup Water Conductivity = Cycles of Concentration. If your makeup water has 200 ppm of dissolved solids and your tower water has 800 ppm, you are running at 4 cycles.
That ratio controls three things simultaneously:
- How much water you are blowing down and wasting to keep concentrations in check
- How hard your corrosion and scale inhibitors have to work, and how quickly they get consumed
- How aggressive the water chemistry becomes toward your equipment
Cycles of concentration (CoC) is the ratio of dissolved solids in cooling tower recirculating water compared to dissolved solids in the makeup water supply. A CoC of 4 means the tower water is four times as concentrated as the water coming in. This ratio directly controls blowdown frequency, chemical consumption, and the aggressiveness of water chemistry toward equipment.
Why Cycles of Concentration Is the Master Lever
Cycles of concentration is the single most important operating parameter in cooling tower water chemistry. Every other treatment decision — inhibitor dosing, blowdown frequency, biocide programs — is downstream of this number. Get CoC wrong and the entire program is compensating for a problem that did not need to exist.
Most facilities are not managing it. They are guessing, or worse, leaving it on a default setting that has never been validated against their actual makeup water quality, load, or equipment.
The Two Mistakes, and Both Are Expensive
Mistake #1: Running Too Low (The Water Waster)
This is by far the more common problem. It shows up when a facility is blowing down too aggressively — dumping treated water before it has been concentrated to its safe, useful limit.
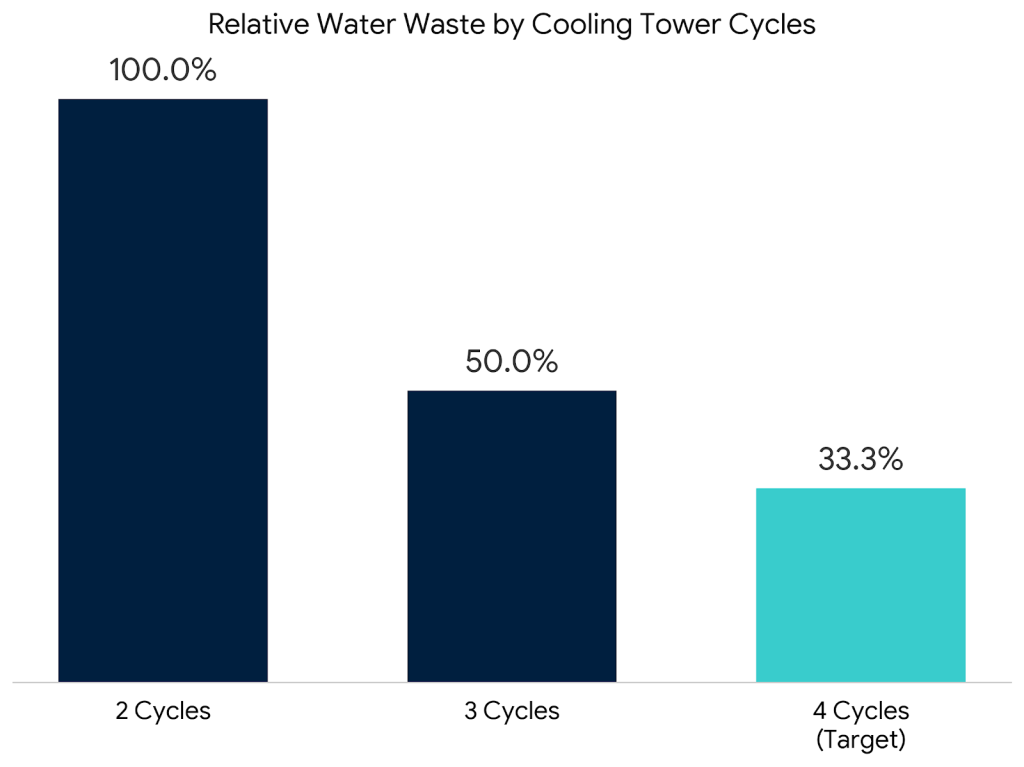
Running at 2 cycles instead of the 4-cycle target most systems can safely achieve means throwing away 50% of your tower water as blowdown. At 4 cycles, that drops to 25%. For a mid-size industrial facility with a 400-ton cooling tower running 6,000 hours per year:
Assumptions: 400-ton tower, 6,000 operating hours/year, makeup water at $0.004/gal, chemical costs scaled to blowdown rate.
The water cost gap between running at 2 cycles and 4 cycles is roughly 1.8 million gallons per year. At typical municipal water rates, that is between $7,000 and $12,000 annually. Simply because blowdown was not optimized.
Now add chemical costs. When blowing down at twice the necessary rate, you flush corrosion inhibitors, biocides, and scale control chemistry at the same rate. Dosing costs run 30–50% above what a properly cycled system requires.
And then there is energy. The U.S. Department of Energy has documented that a scale deposit of just 1/32 inch on heat exchanger surfaces increases energy consumption by 10–15%. Systems running low cycles accumulate minor scale faster, and that scale bleeds energy costs every hour the system runs.
Add those three losses together on a system running at 2 cycles when it should be at 4 — $18,000 annually is a conservative estimate. For larger systems or higher water costs, it climbs considerably higher.
Mistake #2: Running Too High (The Equipment Killer)
The opposite error is less common but more immediately damaging. When cycles run too high without appropriate chemistry adjustments, dissolved mineral concentrations exceed the solubility limits of calcium carbonate, calcium sulfate, and silica. Scale deposits form rapidly on heat transfer surfaces.
High-cycle operation without proper scale and corrosion inhibitor management creates aggressive water chemistry that attacks pipe walls, heat exchangers, and tower structure. Corrosion rates accelerate. Equipment life shortens. And the damage is cumulative — each season of unmanaged high-cycle operation leaves the system in worse condition than the last.
Warning sign: If your tower water has visible cloudiness, white deposits on fill media, or unusual odor — and your service provider cannot immediately tell you your current CoC and target range — you likely have an unmanaged cycles problem.
The right answer is not “run cycles as high as possible” or “blow down aggressively to be safe.” The right answer is a specific, validated target range — determined by your makeup water quality, system metallurgy, and load profile — monitored continuously and adjusted in real time.