Reading Time | 6 Minutes

You did the right thing. You noticed something was off, you called for a flush, and someone came out and did the work. A few weeks later the strainer is plugging again. Iron levels are creeping back up. The system doesn’t feel right.
A failed closed loop flush isn’t just an inconvenience — it’s an accelerating corrosion event. Every week the system runs unprotected, iron deposits on heat exchanger surfaces, flow restrictions build, and the repair cost grows. The average corrective treatment for a neglected closed loop runs 2–4× the cost of a properly executed initial flush-and-passivate protocol.
The short answer to why the problems came back: a flush is not always a fix. Depending on what’s actually driving the problem, a flush can clean things up temporarily without ever touching the root cause. This post breaks down the five most common reasons a closed loop keeps failing after a flush — and what the complete fix actually requires.
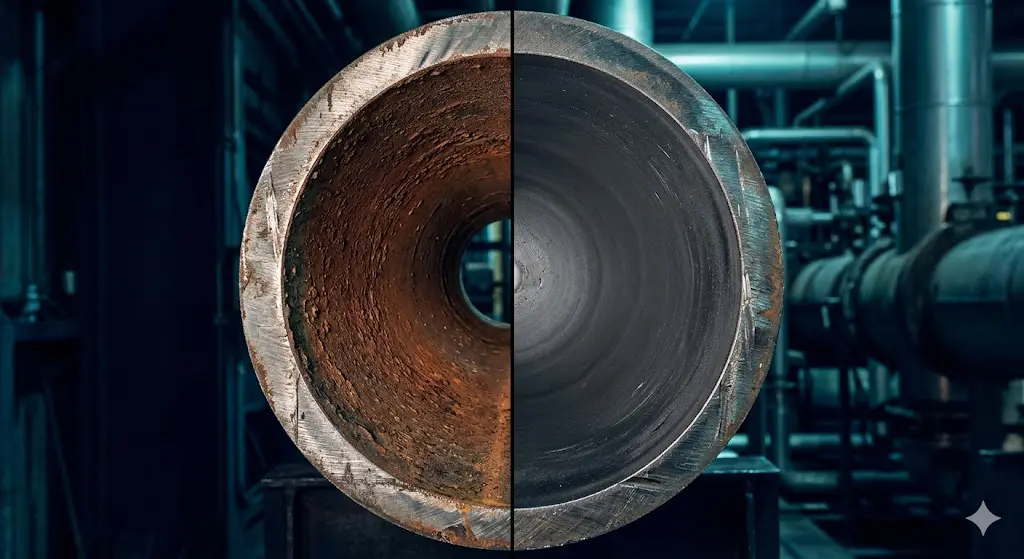
A closed loop flush pushes out dirty water, suspended corrosion byproducts, and built-up scale — but it does not address why those conditions developed. A flush is a mechanical fix that removes what is already floating in the water. It does not repair a depleted inhibitor program, rebuild a passivation layer, eliminate biofilm, or stop oxygen ingress from a failing pump seal.
Done right, a flush makes a real difference. Done without treating the root cause, it’s the equivalent of mopping the floor while the pipe above it is still leaking. The water looks clean for a few weeks. Then it doesn’t.
A closed loop that keeps failing after a flush almost always traces back to one of five root causes. Here is what each one looks like in the field and how to confirm which one you’re dealing with.
Reason 1: The System Was Not Passivated After the Flush
Passivation is the process of building a protective iron oxide film on pipe walls immediately after a flush to prevent fresh corrosion from starting. Without it, bare metal surfaces begin releasing iron within 24–48 hours of refill. Passivation requires 24–72 hours of active circulation at 2–3× maintenance inhibitor concentration to form a complete protective layer.
If you’re seeing iron levels climb fast — from near zero to 2+ ppm within a few weeks of a flush — and your inhibitor is at target, skipped or incomplete passivation is almost certainly the cause. The clue is the speed: corrosion from a source problem builds slowly. Post-flush corrosion from missing passivation spikes quickly.
Reason 2: Inhibitor Levels Were Never Brought to Target
Corrosion inhibitors — typically nitrite at 800–1,500 ppm or molybdate at 200–400 ppm — form a protective film on metal surfaces. After a flush, the fresh fill water contains zero inhibitor. If chemistry is not re-dosed and confirmed within 24–48 hours of refill, the system runs fully unprotected and corrosion begins immediately.
This is one of the most common post-flush failures — and the most avoidable. Inhibitor levels should be tested and confirmed within 24 hours of a flush. If your service provider didn’t provide a post-flush water test result, you have no confirmation the chemistry was correct.
Reason 3: There Is a Source Problem Nobody Found
A source problem means contamination or corrosion is being actively introduced into the loop by something in the system — not by the water chemistry. Common sources include a failing pump seal introducing oxygen, untreated makeup water additions, degraded glycol with pH below 7.0 attacking metal, or a dead-leg section that never flushed properly.
If iron is coming back fast after a flush and inhibitor is confirmed at target, there is a source. You can treat the chemistry all day and it won’t matter until the source is found. Walk the system. Check every makeup water connection. Test glycol pH separately from loop pH — glycol degradation often hides behind a stable-looking loop number.
Reason 4: pH Drifted and Nobody Caught It
Closed loops should maintain pH between 8.5 and 10.5. Below 8.0, the water goes acidic and actively corrodes mild steel — expect iron to rise. Above 11.0, it can attack copper and solder joints. After a flush, pH can shift quickly as fresh water dilutes residual chemistry.
The window to catch post-flush pH drift is narrow. Without testing in the first 7–14 days after a flush, it’s easy to miss the correction window entirely. pH is cheap and fast to measure. It should be the first thing checked at any follow-up visit.
The most common cause of pH dropping after a flush: dissolved CO₂ from air ingress through expansion tank bladders, pump seal leaks, or improperly bled high points. The fix is finding and eliminating the oxygen entry point, then correcting pH and alkalinity.
Reason 5: Biofilm Was Not Treated — Just Moved Around
Biofilm is a bacterial colony that adheres to pipe walls and heat exchanger surfaces. A standard flush at normal flow velocity dislodges biofilm fragments without fully removing them. Those fragments travel through the system and re-establish in dead legs and low-flow sections. Without a biocide treatment integrated into the flush protocol, biofilm is relocated, not removed.
The diagnostic clue for active biofilm: chemistry reads in range, but iron keeps rising sample over sample, and there’s sometimes a faint musty or organic odor in the water sample. The inhibitor cannot reach metal surfaces underneath an active biofilm — which is why the corrosion continues despite correct chemistry readings.
Download ChemREADY’s free Closed Loop Diagnostic Field Guide — the five parameters to test, what each red flag means, and the flush-vs-rebalance decision logic. One page. Take it to the mechanical room.

A practical buyer's guide for evaluating boiler water treatment programs — covering chemistry, service levels, and total cost of ownership before you sign anything.
Fill out the form for instant access.
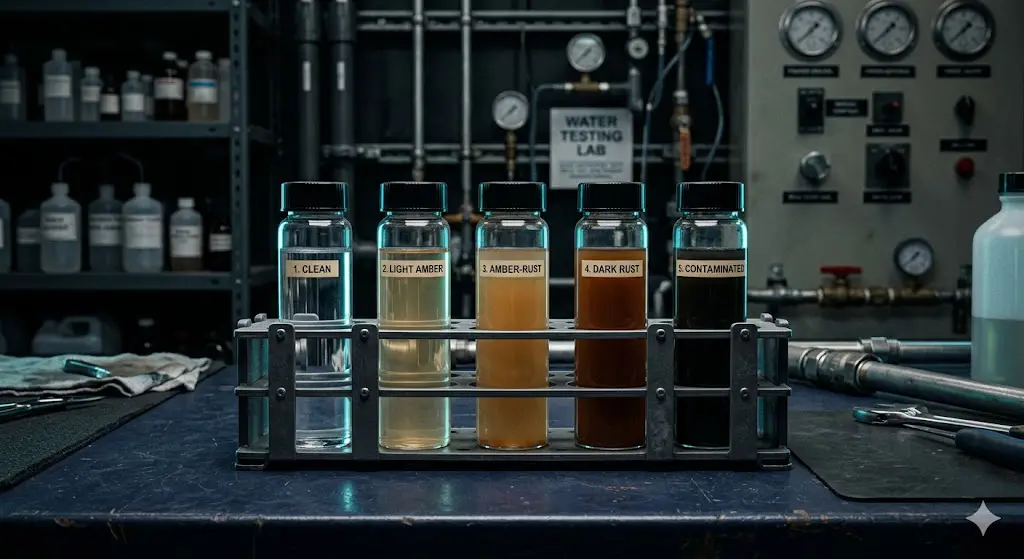
You don’t need to guess. A water sample pulled from a low-point drain gives you the answers. Five parameters tell you everything:
Iron (Fe): Active corrosion indicator. Iron above 3 ppm means metal is releasing into the water right now. A rising trend across 2–3 consecutive samples — even if each individual reading seems moderate — is more diagnostic than any single number. It tells you corrosion is active and progressive.
Corrosion Inhibitor Concentration: Nitrite target 800–1,500 ppm. Molybdate target 200–400 ppm. Below 500 ppm nitrite or 150 ppm molybdate, the system is running with inadequate protection. This is the fastest parameter to correct — but only if you’re testing for it.
pH: Target 8.5–10.5. Below 8.0 is an active corrosion event. Above 11.0 risks copper attack. A pH reading outside either boundary requires immediate correction, not a note for next quarter’s service visit.
Conductivity: Target 1,500–4,000 µS/cm depending on chemistry type. Conductivity itself is not good or bad — the change is the signal. A sudden drop greater than 25% from baseline indicates dilution: a leak or untreated makeup water addition. A sudden spike indicates contamination, dissolving scale, or a cross-connection. Trend it, don’t just read it.
Biologics (ATP or dip slide): ATP below 100 RLU is normal. Above 1,000 RLU indicates active biological growth. At this level, the biofilm is protecting corrosion beneath it and standard inhibitor chemistry cannot reach the metal. A biocide treatment is not optional — it’s load-bearing.
When a closed loop is stuck in a failure cycle, the solution is not another flush. It’s a diagnosis first, then a treatment plan built around what the water is actually telling you. Here is the correct order of operations.
Step 1: Pull a Sample and Know Your Numbers
Before anything else, establish a baseline. Iron, inhibitor, pH, conductivity, biologics. Every subsequent decision in the treatment process depends on these numbers. Guessing at what the loop needs is how you end up flushing three times and still having problems.
Step 2: Find the Source
If iron is returning fast after a flush, there is a source. Walk the system. Check pump seals for signs of oxygen ingress. Verify every makeup water connection has a treatment step before it enters the loop. Test glycol pH and concentration separately — degraded glycol is acidic and will corrode regardless of loop chemistry. Inspect any dead legs or low-flow sections that may not have fully flushed.
Step 3: Flush With Chemistry, Not Just Water
Water velocity alone is not a chemical cleaning agent. Different problems require different flush chemistries: iron-heavy systems need a dispersant to keep corrosion byproducts suspended and mobile; biologically active systems need a biocide introduced before and during the flush to kill rather than relocate the biofilm; scaled systems need a descaling agent. Using the right chemistry during the flush is as important as the flush itself.
Step 4: Passivate Before You Walk Away
This is the step that gets skipped most often — and the most costly to skip. After the loop is cleaned and refilled, dose inhibitor to 2–3× normal maintenance concentration and circulate for 24–72 hours. This builds the protective oxide layer on fresh metal surfaces. Do not sign off on the job without a post-passivation water test confirming iron is below 1 ppm and inhibitor is at target. If your service provider cannot provide this test result, the job is not complete.
Step 5: Set Up a Monitoring Schedule
A loop that just came through a problem cycle needs more attention, not less. Monthly testing for the first quarter after a treatment event is the minimum reasonable schedule. Quarterly after that, if results remain stable. Remote monitoring can catch early chemistry drift — a conductivity spike or inhibitor decline — before it becomes visible in the water or the strainer. The goal is catching the next drift at the sample, not at the pump.
pH, inhibitor, iron, conductivity, biologics — ChemREADY’s Closed Loop Diagnostic Field Guide tells you what each one means when it’s out of range and exactly what to do next. Free download. No form required.
A closed loop may be past the treatment-only threshold when iron exceeds 10–15 ppm and does not respond to treatment, when coil leaks recur in the same location, when water remains black or oily after chemical cleaning, or when pump seals require replacement more than once per season.
These are not chemistry problems. They are mechanical failures that chemistry cannot reverse. At this point, a water treater and a mechanical contractor need to evaluate the system together. The water program cannot save a mechanically failed system — and fixing the mechanical failure without addressing the water chemistry will restart the corrosion clock immediately.
Iron creeping back up. Strainer clogging again. Chemistry reading fine but something’s off. ChemREADY’s specialists can review your closed loop water data and tell you exactly what’s driving it.
Book a 30-minute conversation directly. We'll discuss your water treatment situation and whether working together makes sense.
Book a 30-minute call →Take a look at our water treatment services first. See where you stand across chemical programs, system performance, and municipal compliance — then decide if a conversation makes sense.
Find out what a buyer would see →Browse everything we do in water treatment — chemicals, equipment, and services — at your own pace, no conversation required.
Explore our water treatment solutions →We work with advisors who encounter infrastructure gaps in municipal water and drinking water client businesses. If you're looking for a referral partner for pre-sale readiness work, let's talk.
Learn about our partner program →